Усилие затяжки болтов головки блока цилиндров главный механик
Содержание:
- Регулировка на различных моделях двигателей
- Nav view search
- Регулировка клапанов д 245
- Как регулировать клапана МТЗ-1523 и 892
- Установка поршневого пальца
- Контрольная, повторная обтяжка ГБЦ
- Правила проведения затяжки крепления
- Инструкция по затяжке болтов ГБЦ
- Подготовка стягиваемой поверхности блока и головки
- Характеристики Д-243
- Снятие ГБЦ Камаз
- Регулировка
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Источник
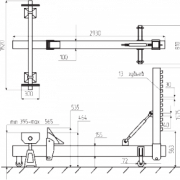
Рис 5.
При этом кольца подшипника 28 должны быть плотно прижаты к торцам золотника Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Рекомендуемый порядок притирки клапанов: 1 Очистить от нагара и промыть керосином клапан, его гнездо и направляющую втулку.
Установить поршень первого цилиндра в верхнюю мертвую точку ВМТ которая соответствует концу такта сжатия.
Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Щуп должен проходить с небольшим усилием, но не должен быть зажат. Клапана и прочие элементы газораспределительного механизма подвергаются термической нагрузке сильному нагреву , механическим и динамическим перегрузкам. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Читайте дополнительно: дискатор для МТЗ-82
Проверка затяжки болтов крепления головки цилиндров
Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса мм. В нижней части головки размещены гнезда для выпускных и впускных клапанов. Поворачивается коленвал маховиком на пол оборота и производится регулировка клапанов третьего цилиндра.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Проверка затяжки болтов крепления головки цилиндров
После проверки и регулирования зазоров клапанов первого цилиндра зазоры клапанов других цилиндров проверяют в соответствии с порядком их работы: , — проворачивая коленчатый вал перед каждой регулировкой на град. Она сводиться к созданию необходимых зазоров между байками коромысел и торцами клапанных стержней и точной подтяжке крепежных болтов цилиндров. По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров. Когда кулачок распредвала перестает нажимать на коромысло, клапан под воздействием пружин возвращается в свое гнездо и закрывается зазор.
Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера см. Противоположная установка золотника приведет к резкому повышению усилия поворота. Окончательную затяжку производите динамометрическим ключом. Поршни и поршневые пальцы подбирают одной размерной группы, что подтверждается одинаковой маркировкой. Для гарантии этого и производится настройка зазора в клапанах.
замена прокладки блока цилиндров МТЗ
Регулировка клапанов д 245
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Характеристики
Прежде чем изучать регулировку клапанов в Д-245 учитывайте его тех. параметры:
- Производитель – ММЗ.
- Тип – четырехтактный дизельный мотор 4 цилиндра.
- Подача топливной смеси – впрыск.
- Цилиндр диаметром – 110 мм.
- Перемещение поршня – 125 мм.
- Компрессия – 15,1.
- Объем – 4,75 л.
- Охлаждение – жидкостное.
- Оборотистость – 2200 вращений/мин. Средний расход топлива составляет около 230 г/кВтч.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245
оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока.
Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана. После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега.
Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами.
Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате.
После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Как регулировать клапана МТЗ-1523 и 892
Регулировку нужно проводить через каждые 20 000 км пробега транспортного средства, после снятия головки цилиндрического блока, подтяжки крепежных болтов и при появлении шума в области клапанов.
Для проведения данной процедуры потребуются следующие инструменты:
- гаечный ключ;
- измерительные щупы;
- отвертка;
- микрометр.
Порядок действий во время регулировки:
- Прогреть двигатель до температуры +60°С.
- Установить трактор на специальную платформу или стенд.
- Демонтировать двигатель транспортного средства.
- Снять крепление стоек валиков.
- Открутить колпак с цилиндрического блока.
- Осмотреть крепежную систему осевой части.
- Повернуть механизм коленчатого вала.
- Отрегулировать промежутки в цилиндрических отсеках под номерами 4, 6, 7 и 8.
- Повернуть коленвал на 1 оборот, перекрыв цилиндрический элемент № 4.
- Отрегулировать промежутки в цилиндрах под номерами 1, 2, 3 и 5.
- Отпустить контровую гайку между торцом стержня клапана.
- Установить требуемый промежуток, используя щуп, диаметр которого равен 0,3 мм.
- Сделать затяжку контровой гайки до упора.
- Поставить на место колпак цилиндрического блока.
- Установить мотор.
После регулировки рекомендуется завести трактор для контрольной проверки.
Установка поршневого пальца
В зависимости от модели поршневой группы. Используются разные условия посадки пальцев поршень. На поршнях старого образца. Чтобы поставить палец необходимо поршень нагреть. Нагревают разными способами . Ставят на нагретую плиту. Поджигают внутри поршня огонь. Основная опасность заключается в том чтобы перегреть поршень. В результате чего он может повестись и поменять свою геометрию. Достаточно не значительного нагрева для того чтобы отверстия под палец расширились и палец легко вошёл в поршень. Поэтому не пользуюсь открытым огнем. Достаточно разместить поршня в ведре с горячей водой. После чего палец легко входит в поршень. На современных поршнях применяют другую технологию. Нагревать ни чего не нужно. Палец свободно входит в свои посадочные места. И то что он проворачивается беспокоиться не нужно. После того как двигатель начнет работать. И поршень нагреется палец схватится поршнем. При последующей разборке двигателя. Удалить палец из поршня будет достаточно не легкая задача.
Прежде чем устанавливать палец в поршень с одной стороны необходимо поставить стопорное кольцо. При установке палец упрется в него и займет правильное положение.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.

Головка блока цилиндров трактора МТЗ представляет собой монолитный чугунный корпус со специальными внутренними отверстиями и плоскостями (выпускными и впускными каналами) в которых установленны клапана. Так же голвка блока МТЗ участвует в охлаждении двигателя (теплоотводе) ведь в ней по внутренним каналам протекает специальное охлаждающее вещество. По своей сути любая головка блока цилиндров (не обязательно Д-240 МТЗ) является одной из основных составных частей двигателя внутреннего сгорания, и учавствует во многих процессах мотора.
В первую очердь головка блока МТЗ-80 — это крышка самого блока цилиндров двигателя Д-240, а так же составная часть газораспределительного механизма (ГРМ). Так же головка блока цилиндров Д-240 (МТЗ-80) принимает участие в процесе подвода смазочных материалов, охлаждающей жидкости и в построении самой камеры сгорания.
Данная головка блока цилиндров трактора МТЗ с двигателем Д-240 имеет несколько разных модификаций, суть отличия которых заключается в системе смазки. Так например существует головка блока Д-240 МТЗ с трубчатой системой смазки, а так же головка блока МТЗ Д-240 с системой смазки через коромысло и универсальная, которую можно поставить на любой двигатель Д-240 не зависимо от системы смазки.
| Технические характеристики головки блока Д-240 (МТЗ) | |
| Состояние | Новый |
| Страна производитель | Украина |
| Завод производитель | Гидро-Спец-Маш |
| Каталожный номер | 240-100391-А1 |
| Комплектность | в сборе (полная комплектация) притёртая |
| Гарантия | 6 месяцев |
| Вид двигателя | Д-240, Д-243 |
| Применяемость на технике | тракторы МТЗ |
| Материал запчасти | Чугун |
| Доставка | Отправка в день заказа без предоплаты по всей Украине (Новая Почта, Интайм, САТ) |
Фото анимация головка блока Д-240 МТЗ
Купить новую головку блока Д-240 МТЗ вы можите у нас, позвонив по номеру (097)056-05-93 и оформив устный заказ у менеджера. Отправляем головку блока МТЗ-80 непосредственно в день заказа, и абсолютно без предоплат, ведь мы уверенны в нашем товарею. Данная головка блока является абсолютно новой, все запчасти (седла, клапана итд) так же абсолютно новые и имеют белорусское происхождение. Ни одной китайской или индийской запчасти на ней НЕТ. Так же на корпус головки блока МТЗ мы ставим фирменное клеймо, и выписываем письменную гарантию с печатью фирмы.
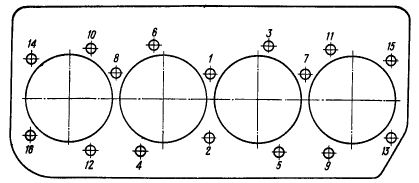
Головка цилиндров МТЗ Д-240 устанавливается на блок цилиндров и крепится при помощи шестнадцати шпилек. Гайки шпилек закручиваются динамометрическим ключом в определенном порядке. Между поверхностями головки Д-240 и блока размещается специальная асбостальная прокладка. Внутренняя полость головки МТЗ выполняет роль водяной рубашки. Охлаждающая жидкость, поступающая из блока цилиндров, направляется по каналам к более нагревающимся местам: перемычкам между форсунками и клапанами. На верхнюю части головки цилиндров МТЗ-80 устанавливаются механизм клапанов и крышка головки, к которой присоединяется колпак крышки с сапуном и впускной коллектор. В нижней части головки блока Д-240 размещены гнезда для выпускных и впускных клапанов. Над этими гнездами в каналы запрессованы направляющие втулки клапанов.
Последовательность затяжки головки блока Д-240 МТЗ
Сборочная схема головки блока двигателя Д-240 (МТЗ)
Правила проведения затяжки крепления
Болты ГБЦ
Соблюдайте правила затяжки креплений:
- Момент затяжки ГБЦ указывается в руководстве к транспортному средству. Следует изучить его, прежде чем выполнять ремонт. Этот показатель отличается не только на разных марках автомобилей, но и на разных моделях машин одного и того же производителя. А все потому, что в одних моторах блок цилиндров изготавливают из чугуна, в других – из алюминиевых сплавов, устанавливают асбестовые и безасбестовые прокладки ГБЦ, которые обладают разным коэффициентом расширения.
- Обтяжка производится последовательно и равномерно. Порядок затягивания болтов головки блока цилиндров также нужно уточнять в рководстве.
- После вкручивания болтов с должным усилием, необходимо осуществить контрольную затяжку через 30-40 минут. Необходимость в этом появляется из-за «усаживания» прокладки после установки. Следует также проверить момент затяжки примерно после 1000 км пробега, потому что из-за высоких нагрузок и повышенных температур увеличивается давление на прокладку, что приводит к ослаблению затяжки болтов со временем, а вероятность прогорания прокладки и ее продавливания увеличивается. Порядок затягивания болтов при дотяжке сохраняется. Если для крепления головки ГБЦ использовался пружинный тип креплений, то выполнять протяжку болтов потом не нужно.
- Затяжку производят в три-четыре этапа, соблюдая порядок: сначала крепежи затягивают слегка, потом сильнее, и, наконец, до конца.
- Если используется динамометрический ключ щелчкового типа, то после появления характерных щелчков затягивать болты больше нельзя.
- Рекомендуется менять болты на новые при каждой разборке двигателя, но на 16-ти клапанных движках можно повторно вкрутить старые крепежи, если их длина составляет менее 95 мм (длину нужно измерить вместе с шайбой). В противном случае крепежные элементы упрутся в дно колодца, а при температурном расширении разобьют отверстие, расколют блок цилиндров либо сломаются сами.
Инструкция по затяжке болтов ГБЦ
Замена прокладки головки блока цилиндров ваз
Как уже упоминалось выше, для затяжки головки блока цилиндров пользуемся исключительно динамометрическим ключом. Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.
Находящийся возле ручки динамометр показывает, какое усилие было применено при затяжке, а это требование должно быть выполнено точно. Допускается небольшое отклонение от требований, порядка 0,5 кг/м.
После того как взяли динамометрический ключ, запомните второе требование – порядок затяжки болтов (гаек) головки блока цилиндров. Порядок представляет собой определенную схему, которую нужно неукоснительно выполнять.
Первыми затягиваются центральные гайки (болты), а потом постепенно переходим к краю ГБЦ.
Существует несколько схем затяжки головки, и все они правильные. Главное — соблюдать «железное» правило: затягивать болты (гайки) парами от центра к краям. И не старайтесь сразу затягивать полностью, так можно перекосить головку. Затяжку проводите в три этапа: сначала болты (гайки) слегка подтяните, потом сильно подтяните, а затем окончательно сильно затяните. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).
После этого окончательно затяните ГБЦ, и мотор можно эксплуатировать. Динамометрический ключ выставляется в максимальное положение, которого требует руководство по ремонту данного автомобиля.
Важно! После щелчков, при окончательной затяжке, тянуть болты (гайки) дальше нельзя! Это приведёт к срыву резьбы
После затяжки головки блока цилиндров дайте ей «отстояться». Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Дело в том, что прокладка, которая ставится между головкой блока цилиндров и самим блоком двигателя, имеет свойство «усаживаться», т. е заполнять неровности и канавки, которые есть на поверхностях ГБЦ и блока, хотя невооруженным глазом они не заметны. Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
И еще! После небольшого пробега на отремонтированном двигателе (не более 100 км), следует еще раз подтянуть болты (гайки ГБЦ), это нужно обязательно сделать, потому что «на горячую», т. е прогреется, прокладка может еще раз «усесться».
Вот и все инструкции, которые помогут автолюбителю самостоятельно затянуть головку блока цилиндров автомобиля. Главное — не перепутать последовательность затяжки и не допускать рывков при работе динамометрического ключа.
Если следовать нашим советам, то затяжка головки блока цилиндров автомобиля пройдет быстро, сэкономит вам деньги (не придется обращаться на СТО) и обеспечит долгую и надежную работу двигателя автомобиля.
Ещё кое-что полезное для Вас:
- Что делать, если машина глохнет на холостом ходу (холостых оборотах)?
- Руководство по замене направляющих втулок клапанов своими руками
- Притирка клапанов своими руками
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.

Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Характеристики Д-243
| Производство | ММЗ |
| Марка двигателя | Д243 |
| Годы выпуска | 1974-н.в. |
| Материал блока цилиндров | чугун |
| Тип двигателя | дизельный |
| Конфигурация | рядный |
| Количество цилиндров | 4 |
| Клапанов на цилиндр | 2 |
| Ход поршня, мм | 125 |
| Диаметр цилиндра, мм | 110 |
| Степень сжатия | 16 |
| Объем двигателя, куб.см | 4750 |
| Мощность двигателя, л.с./об.мин | 60/2200 81/2200 83/2200 |
| Крутящий момент, Нм/об.мин | 274/- 298/1600 298/1600 |
| Экологические нормы | Евро 0 Евро 1 |
| Турбокомпрессор | — |
| Вес двигателя, кг | 430 (Д243) |
| Расход топлива, л/час (для ГС-10.01) | 8.8 |
| Расход масла, % к расходу топлива, до | 1.1 |
| Масло в двигатель | 5W-40 15W-40 |
| Сколько масла в двигателе, л | 12 |
| Замена масла проводится, часов | 500 |
| Размеры, мм: — длина — ширина — высота | 1003 676 1223 |
| Ресурс двигателя, часов — по данным завода — на практике | 8 000 — |
| Тюнинг, л.с. — потенциал — без потери ресурса | 100+ — |
| Двигатель устанавливался | МТЗ-80, 82, 892, 952 МТЗ МТ-353, МП-403, МГЛ-363, ММП-393, МПЛ-373 ТТЗ-80 Беларус-90, 820, 821, 900 ЕК-12, ЕК-14 ЭО-3323 ВП-05-04 Погрузчики 41008 Злата, 40810, 41015, 41306 АД30, АД60 АДД-4004 ЭД30 ДУ-98, 100 МЗ Арсенал Амкодор-6641, 6622 |
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
https://youtube.com/watch?v=wRGTZA4grpo
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.