Опрессовка головки и блока цилиндров: что это такое
Содержание:
- Применяемое оборудование
- Подготовка блока к операции
- Прайс-лист (средние цены по ремонту для Украины, г. Киев)
- Рабочий процесс опрессовки
- Для чего нужна проверка ГБЦ и БЦ на герметичность
- Необходимость диагностики
- Опрессовка ГБЦ и блока цилиндров: 3 основных этапа и советы для самостоятельного проведения работ
- Необходимость диагностики
- Проводим опрессовку системы охлаждения.
- Общая технология опрессовки
- Ремонт клапанных седел
- Как шилифуется головка блока
- Понятие об опрессовке труб
- Дефекты прокладки ГБЦ
- Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
- Подготовка блока к операции
- Опрессовка и шлифование ГБЦ
- Рабочий процесс опрессовки
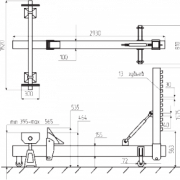
Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.
Прайс-лист (средние цены по ремонту для Украины, г. Киев)
- Ремонт ГБЦ от 1300 грн.
- Шлифовка плоскости ГБ от 150 грн.
- Шлифовка фаски клапана 35 грн./шт.
- Расточка седла клапана 60 грн./место
- Выпрессовка-запрессовка втулок клапана 50 грн./шт.
- Смена седла клапана 350 грн./шт.
- Смена сальников ГБЦ 10 грн./шт.
- Сварка мест коррозии, заваривание трещин ГБЦ 50 грн./место
- Проверка плоскости на прогиб 50 грн.
- Разборка и сборка ГБЦ 200 грн.
- Дефектовка ГБЦ 200 грн.
- Прочистка клапанов 10 грн./шт.
- Проверка герметичности на вакуум-тестере 50 грн.
Материал подготовлен при сотруднечестве с https://carta.ua/
*Комментарий: редакция не несёт ответственности за содержание и мнения, изложенные в статьях со знаком Ⓟ.
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Для чего нужна проверка ГБЦ и БЦ на герметичность
Проверка на герметичность проводится при повышенных нагрузках и рабочих температурах. Основные контрольные параметры – это давление и температурный режим.
Важно!Проведение опрессовки необходимо также, если ремонтные работы предусматривают замену ГБЦ или БЦ на новые.
В процессе эксплуатации автомобиля происходит значительный нагрев двигателя и охлаждающей жидкости. Одновременно растет давление в системе охлаждения, что приводит к повышению уровня ОЖ в расширительном бачке. При нарушении герметичности повреждения отдельных элементов приводят к попаданию в моторное масло антифриза. Объем ремонтных работ в этих случаях определяется характером дефекта и локализацией. Например, заменой прокладки можно устранить дефект там, где соединяются блок цилиндров и головки блока. Замена производится при прогоревшей прокладке ГБЦ. Также нужно отшлифовать привалочные плоскости ГБЦ.

Другой подход к устранению дефекта требуется при появлении трещины внутри мотора. В таких случаях выполняется опрессовка. При ремонте двигателя специалисты советуют проверять как герметичность каналов охлаждения, так и масляных каналов. Такая операция выполняется при частичной или полной разборке силового агрегата.
Статистические данные говорят о том, что дефекты в виде трещин в ГБЦ или БЦ встречаются достаточно часто. Чаще трещины появляются в ГБЦ дизельных двигателях, что объясняется более высоким уровнем нагрузок в моторах такого типа в сравнении с бензиновыми.
Примечание:перед переборкой или капитальным ремонтом двигателя рекомендуется выполнить дефектовку с целью точного определения дефектов. Проверяется также уровень износа элементов газораспределительного механизма, состояние распределительных валов. Эта работа выполняется после демонтажа ГБЦ. Оценивается состояние зеркал цилиндров и элементов КШМ (кривошипно-шатунного механизма).
Однако оценки состояния отдельных элементов разных механизмов часто бывает недостаточно. ГБЦ и БЦ требуют особого внимания. Трещины обычно возникают в зонах самых высоких нагрузок, например, в районе камеры сгорания.
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Опрессовка ГБЦ и блока цилиндров: 3 основных этапа и советы для самостоятельного проведения работ

Двигатель — наиболее сложный агрегат автомобиля. От его технического состояния зависит безопасность и отсутствие неполадок в работе транспортного средства.
Одним из способов диагностики неисправностей служит опрессовка ГБЦ (головки блока цилиндров) и БЦ (блока цилиндров). Она проводится при ремонте двигателя и возникновении проблем в работе мотора.
При опрессовке могут быть выявлены различные дефекты в системе охлаждения двигателя.
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин.
Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт.
Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Технология опрессовки
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки. Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
: Автомобиль BMW G30
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке.
Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Проводим опрессовку системы охлаждения.
Пришло время найти течь антифриза и провести опрессовку с помощью нашей новой крышки. Для этого нам потребуется насос с манометром. Лучше заранее встать на сухое место, чтобы была возможность видеть свежие капли охлаждающей жидкости. Подсоединяем насос к крышке и качаем для начала 1 атмосферу.

В моем случае хватило 1 атмосферы чтобы услышать шипящий воздух и на слух найти его местоположение. Течь была в углу основного радиатора. И, видимо, была настолько маленькой, что самостоятельно я не мог её увидеть. Возможно, она была и как на фото, только, из-за горячего радиатора, жидкость моментально испарялась.

Таким образом, за 50р стоимости вентиля и 250р стоимости новой крышки, я сделал опрессовку системы охлаждения и нашел течь антифриза. Плюс у меня осталась крышка и в любой момент я могу сделать проверку еще раз или дать человеку на таком же авто.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Ремонт клапанных седел
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам
Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
https://youtube.com/watch?v=HTLhrCv6Lq8
Понятие об опрессовке труб
Под опрессовкой понимают проверку готовности объекта к эксплуатации путем подачи повышенного давления. В качестве объекта такой проверки может выступать трубопроводная система, емкость, агрегат или машина, отдельный механизм. Говоря о повышенном давлении, подразумевают значение, которое в 2-3 раза выше рабочего и приближается к предельно допустимому. Объект, успешно прошедший опрессовку, признается пригодным к работе
Выявленные при проведении проверки места, где обнаружились протечки, ремонтируются.Важно! Величина давления при проведении опрессовки регламентирована нормативными документами для определенных групп объектов
Проведением опрессовки должен заниматься подготовленный специалист. Соответствующие сотрудники промышленных и коммунальных предприятий обязаны проходить аттестацию. По завершении испытаний подписывается акт, в котором указывают дату, величину давления, время выдержки и прочую информацию.
Давление в системе для проведения испытания создается либо штатным насосом, либо специальным опрессовщиком. Проверяют, по обыкновению, водой. Когда ее применение, по каким-либо причинам, недопустимо, проводится опрессовка воздухом труб, что затрудняет обнаружение мест утечек.
Дефекты прокладки ГБЦ
Ни один производитель не может стопроцентно гарантировать длительный эксплуатационный срок, поскольку на образование дефектов влияет множество факторов – состояние двигателя, модель машины, стиль вождения. Среди основных дефектов стоит выделить пробой и прогар рассматриваемого элемента. Почему прокладка под головку блока цилиндров пробивается, и какие причины могут вызвать прогар?
Пробой прокладки ГБЦ и его причины
Лопнувшую прокладку практически все водители не замечают, пока серьезная поломка не даст о себе знать. Пробою более подвержены детали отечественных авто, поскольку традиционно их качество намного ниже импортных.
О необходимости ремонта может свидетельствовать наличие пара под капотом и шум при работе двигателя, которого ранее не было. Эти признаки пробитой прокладки ГБЦ говорят о наружном пробое.
Внутренний пробой намного опаснее из-за своей незаметности. Обнаружить проблему можно путем измерения компрессии в цилиндрах, а такую диагностику водители часто выполняют, когда троит двигатель.
Также о проблеме свидетельствуют пузырьки воздуха в жидкости радиатора и наличие белого пара в выхлопной трубе. На стыках в моторе может подтекать масло.
Что касается причин, водительская халатность является одной из наиболее распространенных. Рассмотрим их более подробно:
Это интересно: Как прекратить регистрацию автомобиля? Порядок оформления документов в 2021 году
Прогар прокладки ГБЦ и его причины
Что касается прогара, проблемной зоной считается участок между водяной рубашкой и одним из цилиндров. Усугубляясь, прогар распространяется дальше. Среди других возможных вариантов стоит выделить зону между каналом охлаждения и масляным каналом. Если речь идет о новом двигателе, причина прогара единственная, и заключается она в перегреве, даже если он незначительный
Водитель без опыта не обратит внимания на первые симптомы поломки, и только усугубление признаков заставит обратить внимание на проблему
Поскольку автомобиль будет отправлен на СТО не сразу после того, как прогорела прокладка головки блока цилиндров, а после дальнейшей эксплуатации, прогар не связывается с недавним перегревом, и поиски причин продолжаются в неверном направлении. Незначительный перегрев головки может наблюдаться, если охлаждающая жидкость залита в недостаточном объеме.
Циркуляция в системе позволяет жидкости охлаждаться, однако отвода тепла в необходимом объеме не происходит. Температура жидкости отображается приборами авто, и на первый взгляд все нормально, однако не отображается температура деталей. Следовательно, водитель даже не заметит, как из-за перегрева прогорит прокладка.
Остальные причины относятся к упущениям после проведения ремонтных работ:
Признаки дефектов прокладки ГБЦ
Поскольку речь идет о двух основных дефектах прокладки ГБЦ, признаки их проявления также стоит рассматривать отдельно. Если пробита прокладка головки блока цилиндров, признаки будут следующими:
Следующие изменения в работе машины свидетельствуют о прогаре:
Это интересно: Как выбрать пуско-зарядное устройство для автомобиля? 4 популярных модели бустеров, представленных на рынке
Как проверить прокладку на наличие дефектов?
Перед началом проведения ремонтных работ по замене прокладки ГБЦ рекомендуем проверить ее на наличие повреждений, используя следующие методики:
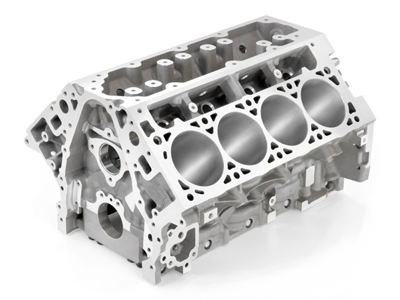
Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
 Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Почему приходится ремонтировать ГБЦ дизеля
Существует множество причин поломок. Среди самых частых:
- постоянный перегрев, обусловленный работой мотора на повышенных оборотах;
- избыточное давление из-за закипания охлаждающей жидкости в каналах охлаждения;
- износ посадочных мест, приводящий к смещению оси клапана (распределительного вала);
- изменение тепловых зазоров ГБЦ в результате образования нагара.
Существуют неисправности, которые без замены ГБЦ устранить нельзя. Причина – невозможность подобраться инструментом к поврежденным участкам. К таким неисправностям относятся микротрещины во впускном и выпускном канале головки дизельного двигателя, трещины в гнездах седел клапанов. В этих случаях не обойтись без замены узлов и запчастей.
Во всех остальных случаях высококвалифицированные специалисты смогут восстановить головку блока цилиндров.
Диагностика дизельного двигателя
Чтобы установить неисправность и составить список деталей для замены, следует провести диагностику. Первоначально проводится визуальное обследование на предмет выявления трещин, сколов и других дефектов. Если визуальный осмотр ничего не выявил, можно выполнить опрессовку – испытание системы на прочность и герметичность. Опрессовка проводится следующим образом:
- При помощи специальных накладок и уплотнителей закрываются каналы для прохода охлаждающей жидкости, через которые тепло от жидкости передается атмосферному воздуху.
- В ГБЦ подается воздух, сжатый до шести атмосфер. Закрытый узел опускается в бак с горячей водой.
Примерно через полчаса головка разогреется. Если в ГБЦ есть микротрещины, то они расширятся, их них начнут выделяться пузырьки воздуха.
Специалисты рекомендуют производить процедуру опрессовки при каждом снятии.
Этапы ремонта ГБЦ дизеля
Работы по восстановлению головки дизельного ДВС выполняются за срок от двух до пяти суток и проходят несколько этапов.
- Головка снимается с блока. Завариваются макро- и микротрещины.
- Производится восстановление отверстий направляющих втулок.
- Производится выравнивание покоробленной привалочной плоскости ГБЦ.
- Восстанавливаются (или заменяются) клапаны, седла, толкатели клапанов.
- Производится замена распределительного вала и сальников.
- Охлаждающие каналы очищаются от накипи, грязи, стружки и прочих сторонних частиц.
- Выполняется шлифовка.
- Осуществляется сборка ГБЦ с соблюдением рекомендаций производителя.
В процессе восстановления особое внимание уделяется устранению дефектов привалочной плоскости. Шлифовка осуществляется на специальном фрезерно-шлифовальном станке. Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность
Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС
Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность. Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС.
Точный перечень работ и их стоимость определяется по результатам диагностики и зависит от марки, года выпуска и состояния двигателя.
Ремонт головок блока цилиндров в СПб по выгодным ценам
Компания «ПетроМоторс» предлагает услуги по ремонту головок цилиндров дизельных ДВС в Санкт-Петербурге. Наша компания занимается капремонтом дизельных двигателей судовых, промышленных, грузовых авто, автобусов, спецтехники.
Благодаря наличию современного оборудования, высокой квалификации наших сотрудников и склада запчастей. Мастера нашего автосервиса быстро и качественно, проведут диагностику и на профессиональном уровне отремонтируют мотор. Ознакомиться с подробным списком работ, ценами на услуги и записаться на диагностику можно по телефону: 8(812)-929-59-98.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Опрессовка и шлифование ГБЦ
Наша компания выполняет диагностическую опрессовку и шлифование ГБЦ в Туле при ремонте автотранспорта все классов и категорий. Преимуществами обращения к нашим услугам являются:
- наличие современного оборудования;
- наличие собственных площадей для ремонта и тестирования транспорта;
- высокая квалификация мастеров;
- большой практический опыт;
- связи с надежными поставщиками оригинальных запчастей и механизмов;
- гибкая ценовая политика.
Мы ценим клиентов, отдавших предпочтение нашей фирме и делаем все для того, чтобы доказать правильность выбора. Позвоните, чтобы уточнить детали заказа, условия оплаты и время прохождение диагностики. Будем рады доказать свой профессионализм и ответственность!
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.