Ямз 238 момент затяжки гбц
Содержание:
- Почему приходится регулировать клапана
- Моменты затяжки основных резьбовых соединений
- Отличия турбированных дизелей ЯМЗ
- Установка зажигания ямз 236 турбо
- Необходимость в проведении регулировки клапанного механизма и суть подготовки
- Замена сцепления
- Как правильно затянуть головку двигателя ямз 238
- Как установить поршень первого цилиндра
- Проверка посадки гильз и плоскости головки
- Проверка посадки гильз и плоскости головки
- Как установить поршень первого цилиндра
- Cнятие головки ямз 236
- Предосторожность при сборке
- Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
- Как установить поршень первого цилиндра
- Проблемы при оплате банковскими картами
Почему приходится регулировать клапана
Регулировка клапанов на двигателе ямз 238 производится по разным причинам. Двигатель работает исправно. В результате трения деталей газораспределительного механизма увеличиваются зазоры. Регулировка позволяет уменьшить зазоры до рабочего состояния. Происходит износ седел и клапанов зазоры уменьшаются.
Поэтому через каждые 10000 – 20000 км необходимо проверять величину тепловых зазоров. Помимо этого случаются поломки двигателя. Снимется головка блока цилиндров. Ремонтируются коромысла. Меняется прокладка головки блока цилиндров. После ремонта так же требуется производить регулировку зазоров в клапанах.
Двигателя ЯМЗ пока они новые кажутся очень надежными, мощными. Создаётся впечатление, что этот двигатель никогда сломаться не может. Но это только первое впечатление. Потом он создаёт одну проблему за другой. Это просевшие гильзы, течь охлаждающей жидкости из под резиновых уплотнений гильз и дугие причины. Их возникает много когда приходится снимать головку блока. По окончании ремонта остаётся проблема регулировки клапанов.
Конечно же, опытные мотористы легко с этим справляются, для них это вообще не проблема. Где взять моториста если машина сломалась в поле или на трассе. Да и отдавать лишние деньги в принципе за незначительную услугу, бывает просто жалко. Поэтому лучше самому раз один раз разобраться и не на кого не рассчитывать.
При регулировке клапанов необходимо знать порядок работы цилиндров двигателя. Для того чтобы понимать клапана какого цилиндра регулировать следующими.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
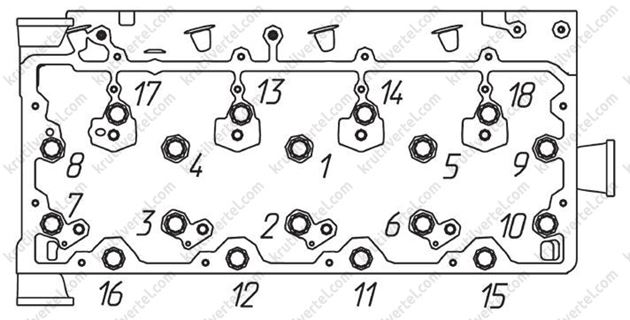
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Отличия турбированных дизелей ЯМЗ
Потребность в повышении мощности дизельного двигателя повлекла за собой существенную доработку ключевых узлов. Были изменены характеристики коленчатого вала, доработана структура блока цилиндров и ЦПГ. Силовые агрегаты семейства ЯМЗ-238 обзавелись системой с наддувом воздуха посредством турбины. В качестве основного элемента системы выступает турбина, устанавливаемая дополнительно к мотору.
Для уверенного выполнения нормативов Евро-1 турбированные дизели серии 238 получили теплообменник жидкостно-масляного типа, высокопроизводительный водяной насос, а ЦПГ дополнили эффективной охлаждающей системой. Плюс ко всему дизель оснастили системой охлаждения наддувочного воздуха и усовершенствованной топливной системой.
Дизельные агрегаты ЯМЗ-238 Турбо, соответствующие стандарту Евро-0, по своей сути это те же форсированные моторы ЯМЗ 238 М2. Одна из главных конструктивных особенностей по сравнению с атмосферными модификациями – турбина ЯМЗ 238 в усовершенствованной версии.
Дальнейшее совершенствование турбированных дизелей для большегрузов позволила создать конструктивно новые узлы, выполняющие нормы Евро-2 – так возникла серия ярославских двигателей ДЕ. Главной особенностью этих моделей стал доработанный насос высокого давления для топлива.
Несмотря на солидную работу по совершенствованию «сердца» грузовика, некоторые параметры требуют установки в соответствии с характеристиками транспортного средства и его особенностями. Одной из важнейших задач для правильной и безопасной эксплуатации большегруза является корректная установка момента впрыска (зажигания) на дизелях.
Наличие турбины – узла, способного увеличить мощность мотора больше чем на 50 %, — требует особого подхода к выбору и установке отдельных механизмов. Так, турбина на МАЗ ЯМЗ 238 чаще всего используется типа ТКР 9-12, а также подобных модификаций. Такие системы нагнетания способны работать с большинством двигателей серии ЯМЗ 238 без особых сложностей. Производительность при этом достигает уровня 0,25-0,35 кг/с при частоте оборотов ротора до 50 тысяч оборотов в минуту. Существуют также аналогичные модели турбин чешского производства.
Установка зажигания ямз 236 турбо
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
источник
Необходимость в проведении регулировки клапанного механизма и суть подготовки
Детали мотора ЯМЗ 238, как и узлы любых других двигателей, подвергаются нагреву и, как следствие, упругому расширению. Операция производится с целью обеспечить в разогретом рабочем состоянии плотное прилегание клапана к седлу.
В процессе эксплуатации стоит принимать внимание, что:
- увеличенный тепловой зазор приводит к ухудшению работы камеры сгорания, сокращая ресурс исполнительных органов ГРМ;
- малый зазор не обеспечивает герметичного соединения между клапаном и седлом ГБЦ, что ведет не только к ухудшению показателей мотора, но и приводит к прогару.
Первоначальная задача подготовительного процесса – выключение подачи топлива. Обесточить ТНВД можно поворотом скобы кулисы, расположенной в корпусе регулятора частоты вращения, вниз.
В ранг мероприятий подготовительного плана также включены:
- охлаждение двигателя до температуры 20-30 градусов;
- демонтаж клапанной крышки;
- проверка усилия затяжки осей коромысел ГРМ (заводом-изготовителем предписан диапазон 120-150 Нм).
Замена сцепления
В первую очередь для того чтобы самостоятельно заменить сцепление ЯМЗ 238 на новое, необходимы специфические навыки и как минимум один помощник. Если все это имеется, то серьезных проблем, скорее всего, не возникнет. Приступаем к работе:
- Сначала придется снять коробку передач, это необходимо, чтобы подобраться к маховику и кожуху сцепления.
- Далее, отворачиваем крепления кожуха к маховику и снимаем выжимной диск.
- Отворачиваем планки автоматической регулировки хода среднего диска и снимаем разрезные кольца со штока.
- Снимаем ведомый, средний, первый ведомый и ведущий диски сцепления.
Готово, теперь можно приступать к установке нового сцепления:
- Начинаем с установки первого ведомого диска. Он ставится удлиненным концом ступицы в сторону маховика.
- Далее, очередь 1 и 2 дисков.
- После ставим средний ведущий диск со штоками.
- Устанавливаем нажимной диск и при помощи 8 болтов центрируем ведомые диски по отношению к оси коленвала. Найдя нужное положение, окончательно затягиваем боты.
- После следует надеть разрезные кольца и установить на место упорные планки автоматической регулировки отхода для среднего нажимного диска.
- Еще раз убедитесь, что все собранно правильно и все – можно ставить на место коробку передач.
В целом процесс получается весьма длительным и трудоемким. Проведение работ может занять в зависимости от ситуации до нескольких дней. И, главное, следует понимать, что ошибки в сборе недопустимы. Неправильно установленные детали могут привести к разрушению механизма ЯМЗ 238 и повреждению коробки передач. Поэтому в случае если вы неуверены в себе лучше обратиться к специалистам. Квалифицированные работники выполнят замену с необходимыми гарантиями.
Уход за сцеплением
Чтобы сцепление проработало как можно дольше и не вышло неожиданно из строя необходимо соблюдать несколько простых правил:
- Периодически проверяйте свободный ход педали, а также смазывайте привод и подшипник муфты включения.
- Дабы уменьшить износ элементов сцепления не следует долго держать ногу на педали и использовать пробуксовку сцепления, для того, чтобы снизить скорость движения.
Источник
Как правильно затянуть головку двигателя ямз 238
Резьбовое соединение / Момент затяжки Нм (кгс·м)
Болты крепления крышек коренных подшипников:
Вертикальные 430–470 (43–47)
Горизонтальные 100–120 (10–12)
Болт крепления ступицы коленчатого вала 431–490 (44–50)
Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стопорения под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры двигателя 90–110 (9–11)
Боты крепления верхней крышки блока цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2)
Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15)
Штуцеры топливного насоса высокого давления 100–120 (10–12)
Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепления шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода топливного насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
остальные 44–60 (4,4–6,0)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.
Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Проверка посадки гильз и плоскости головки
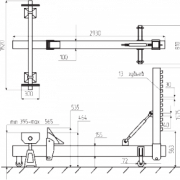
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока
Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб
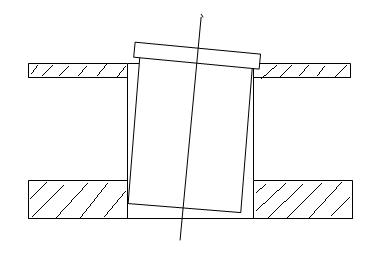
И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя
Осторожно необходимо откручивать трубку обратки топлива

Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Предосторожность при сборке
Головка протянута. Теперь можно устанавливать все на свои места. Как при снятии штанг толкателей. Так и при установке. Необходимо быть очень осторожным. Обязательно нащупать штангой её посадочное место. Оно представляет собой чашку. И в неё очень легко промахнуться. Штанга сама если её вставлять, не придерживая. в чашку не попадет. А провалится в картер двигателя. После того штанги встали на свои места. Прикручиваются кронштейны коромысел вместе с коромыслами. Форсунки крепятся кронштейнами.
Топливные трубки на слив обратки. Необходимо прикручивать аккуратно. Желательно поставить новые уплотнительные шайбы. С новыми шайбами трубки не будут прокручивать при затяжке штуцера. Даже небольшой проворот на форсунке грозит тому что трубка лопнет. При затягивание штуцера трубки в саму головку необходимо убедиться, что затянут штуцер. И при затягивании гайки трубки. Его необходимо придерживать. Чтобы не повредить резьбу. Это соединение очень часто приносит проблему. С подтеканием топлива. Которое попадет в поддон. После чего увеличивается уровень масла в двигателе.После установки всех коллекторов необходимо провести регулировку клапанов.
Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
Заключается он в следующем. Как и во всех описанных случаях выставляется поршень первого цилиндра в вмт в момент сжатия. Но выставляется он уже более точно по меткам коленвала . Совмещается предварительно метка ТНВД затем метка на шкиву совмещается с «0» на передней крышке. И регулируются клапана согласно схемы
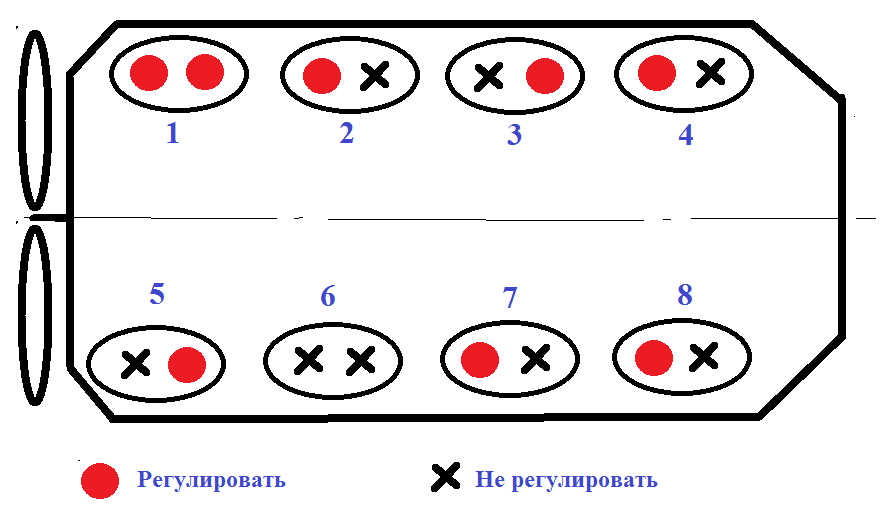
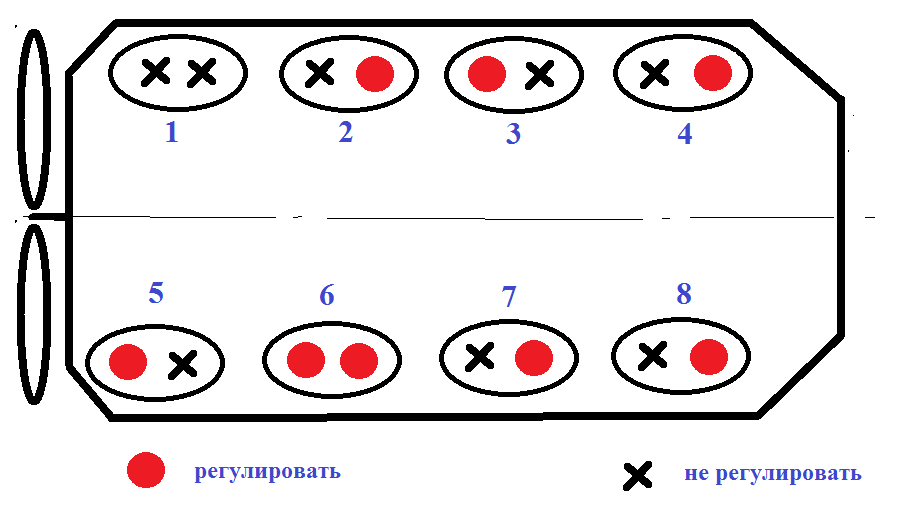
Затем коленчатый вал проворачивается на один оборот то есть 360 градусов. Снова выставляются метки шкива коленвала или маховика на «0» и регулируются следующие клапана.
Но где здесь сильно экономится время. Мне не совсем понятно. Коленвал также проворачивается на два оборота. Разве что меньшее количество подходов. Требуется более точная установка коленчатого вала. Что тоже не очень выгодно. Лазить под машиной и выискивать метки которые забиты грязью или просто не читаются. Да и схему эту запомнить и держать в голове до следующей регулировки не получится. По закону подлости в нужный момент она не окажется под рукой.
Поэтому этот способ лучше забыть и не когда им не пользоваться. Крутить вал реже, а суеты на много больше. Клапана можно от большого изобилия информации просто перепутать. Оставим этот способ для очень умных водителей. Которые потом всё равно переделают клапана по другому. Если ММЗ для двигателя Д 240 предлагает регулировку клапанов за два оборота. То да это удобно и точно. Камаз и ЯМЗ ни чего об этом не говорят то и нечего лезть в дебри. Конструкторам виднее
Для них важно чтобы мотор ходил долго. Мотор не прощает даже мелких ошибок
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.
Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.