Особенности ремонта и переварки днища автомобиля своими руками
Содержание:
- Инструкция по сварке автомобиля
- Техника сварки
- Классификация и маркировка сварочных аппаратов
- Диагностика рамы
- Сварка инвертором
- Процесс сварки кузова автомобиля полуавтоматом
- Процесс сварки кузова автомобиля полуавтоматом
- Неотвратимость процессов ржавления кузова
- Этапы самостоятельной сварки кузова
- Области наиболее подверженные гниению, которые нуждаются в сварке
- Какой сваркой лучше варить кузов автомобиля
- Технология сварки
- Охрана труда и техника безопасности при сварке
Инструкция по сварке автомобиля
Порядок действий по восстановлению кузова или других деталей машины зависит от выбранного способа.
Использование электрода
Такой метод применяют при отсутствии высоких требований к эстетическим качествам шва. Правильный выбор электрода, соответствующего типу металла, помогает получить прочное соединение. Рекомендуется применять инверторное оборудование, поддерживающее устойчивую дугу. От опыта сварщика надежность шва зависит мало.
Для снижения вероятности деформации соединения сварочные работы выполняют в такой последовательности:
- Создают прихватки.
- Накладывают короткие стежки с шагом 5 см.
- Заваривают деталь сплошным швом.
Полуавтоматический аппарат
Для сварки таким агрегатом потребуются омедненная проволока диаметром 1 мм, крупнозернистая наждачная бумага, редуктор, углекислый газ.
Работы выполняют так:
- Обработанные абразивным материалом края устанавливают как можно ближе друг к другу. Для фиксации используют саморезы, болты, струбцины.
- Устанавливают требуемые силу тока и скорость подачи расходного материала, используя расположенные на корпусе аппарата регуляторы.
- Газовый баллон снабжают редуктором, шлангом. Откручивают сопло, снимают наконечник с горелки.
- Устанавливают в аппарат катушку с проволокой. Свободный конец вводят в подающий механизм. Надевают на проволоку наконечник, возвращают сопло на место.
- Задают полярность: держатель подсоединяют к плюсу, горелку – к минусу. Противоположный вариант устанавливают при использовании проволоки, не покрытой медью.
- Подключают агрегат к электрической сети. Горелку подносят к обрабатываемому участку. Нажимают кнопку, запуская подачу газа и присадочного материала. Чтобы сформировать длинный шов, нужно сварить 3-4 точки. Далее делаются стежки длиной 2-4 см.
- Дожидаются остывания металла, заваривают расстояния между прихватками.

САИПА-165
Особенности инвертора
Популярность таких аппаратов объясняется компактными размерами, низким энергопотреблением, применением новых технологий преобразования тока, расширенным набором режимов. Агрегат может работать в широком диапазоне входных напряжений. Дуга возбуждается быстро, горит стабильно.
Многие люди, приступающие к работе впервые, задумываются, можно ли инвертором варить машину. Процесс мало чем отличается от стандартной сварки, однако шов получается менее качественным – неровным, толстым.
Металл перегревается, из-за чего может деформироваться. Инверторную технологию используют для ремонта скрытых мест, например, днища.
Техника сварки
Очень важный момент – это правильно поджигать газовую смесь и отключать ее. Подключение делается вот в такой последовательности.
- Сначала открывается на горелке кислородный вентиль.
- Затем ацетиленовый.
- Горелка отводится в сторону и поджигается.
- При этом пламя будет иметь красный оттенок, оно будет длинным, и обязательно будет коптить.
- Чуть больше открывается подача кислорода и уменьшается подача ацетилена. Визуально можно проконтролировать настройку, пламя должно стать синеватым.
Выключается горелка в обратной последовательности: сначала закрывается ацетиленовый вентиль, после 10 секунд кислородный. Именно такой порядок отключения подачи газов обеспечивает безопасность эксплуатации сварочного оборудования. То есть, предотвращается возникновения того самого обратного удара.
Что касается ведения процесса сварки, то его можно проводить слева направо или наоборот. Первый вариант – это когда горелка движется вдоль сварочного шва, а за ней перемещается присадочная проволока. Второй вариант – проволока движется впереди горелки. Первый вариант предпочтительнее, потому что сварочный стык сначала прогревается, а затем в него поступает расплавленный металл проволоки. При этом пламя оттесняет из зоны сварки кислород и азот, которые негативно сказываются на качестве конечного результата.
Качество сварного шва – это не только техника и правильно выбранные параметры давления газов. Это достаточно большой список дополнительных критериев, зависящих в основном от толщины свариваемых заготовок. А именно:
- толщина используемой проволоки;
- правильно подобранный диаметр сопла горелки;
- скорость движения горелки вдоль шва;
- скорость подачи проволоки в зону сваривания;
- процентное содержание каждого газа в подаваемой смеси.
При этом необходимо учитывать, что температура в зоне сварки при использовании ацетиленовой горелки в несколько раз меньше, чем при сварке электродами. Поэтому сварка автогенным способом должна проводиться медленнее. А соответственно сам процесс должен производиться более аккуратно. В противном случае дефектов в сварочном шве не избежать. К примеру, может образоваться не проваренный пласт, который сварщики называют холодным. Могут появиться поры, включения оксидного типа или подрезы. Нередко встречаются и зазубрину у самого корня шва.
Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Диагностика рамы
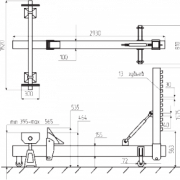
- Если есть подозрения искривления рамы, то нужно сделать диагональные замеры между контрольными точками (см. “Измерение геометрии кузова”), чтобы точно определить, куда произошло смещение.
- Для длинномерных рамных транспортных средств есть несколько методов измерения рамы для определения искажения. Все методы используют прямую линию как исходную координату и сравнивают раму с этой линией, чтобы определить прямолинейность рамы. Методы определения прямой исходной линии включают использование лазерного луча, натягивание шнура.
- Использование лазера является точным методом. Лазер настраивается на один конец рамы, примерно 5 см от края рамы и направляется вдоль рамы на другой конец, на то же расстояние от края рамы. Часть плоского материала, такого как картон, удерживается у рамы. Это делается в нескольких точках вдоль рамы. Измерения записываются и, в идеале, должны совпадать на всех точках. Отклонение будет означать искривление рамы. Также можно проверять высоту. Если она отклоняется вверх или вниз, то это означает изгиб в раме.
- Метод со шнуром является подобным методом, как и лазер, кроме того, что лазер заменяется шнуром.
- Тест отвесом не требует специального оборудования и подходит, если слишком много преград вдоль рамы, мешающих измерению и сложных в демонтаже. Метод использует отвес, чтобы пометить точки на полу мастерской, и шнур, чтобы соединить эти точки. Симметричные точки выбираются на нижней части балок рамы. Отвес опускается от внешней стороны симметричных точек, чтобы сделать пометки мелом на полу. Точки соединяются. Все диагонали должны пересекать центральную линию, если рама ровная. Допуск для каждой проверки зависит от размера рамы, но 6 мм обычно 6 мм отклонения считается максимумом.
Сварка инвертором
Выбор инвертора является хорошим ответом на вопрос, каким сварочным аппаратом варить машину. С ним нетрудно справиться, поэтому сварочный аппарат для ремонта авто своими руками в виде инвертора является самым подходящим вариантом. Инвертор отличается высокой производительностью.
Сварка инвертором автомобиля обладает следующими достоинствами:
- быстрый нагрев свариваемых поверхностей;
- независимость от работы электросети;
- простота розжига дуги;
- экономичное потребление электричества;
- небольшое количество дефектов;
- простота применения.
Для его использования потребуется подключение к электросети 220 Вт. К сварке инвертором можно приступать только после тщательного очищения соединяемых поверхностей. С помощью инвертора также можно ставить заплатки на проблемные места.
Простота применения сварки инвертором авто сочетается с получением результатов высокого качества. Можно ли варить машину инверторной сваркой имеет неоднозначный ответ. Разумеется, можно, но целесообразно делать это, сваривая толстые детали, к которым, в частности относятся днище и лонжероны. К тому же следует учитывать немалую стоимость этого оборудования. Как варить машину инверторной сваркой, можно узнать, внимательно изучив прилагаемую к прибору инструкцию по эксплуатации.
Чтобы грамотно выбрать для автомобиля сварочный аппарат в виде инвертора следует учитывать следующие моменты:
- Устойчивость к перепадам напряжения.
- Предельные температуры, при которых может использоваться оборудование, подвергнувшееся сварке с помощью инвертора.
- Диаметры электродов, используемых в инверторе.
Электроды диаметром два миллиметра применяют для тонких деталей — на крыльях и дверках, а диаметром четыре миллиметра — для работ на кузове.
Перед тем, как начинать автомобильные сварочные работы, следует обратить внимание на влажность помещения, где будет происходить процесс и обеспечить его минимальное значение. Это снизит вероятность попадания капелек воды в шов при сварке, что может вызвать образование маленьких раковин и разрушение шва
При существенных коррозионных повреждениях края будущего шва обрабатывают специальной грунтовкой.
Сварка машины инвертором применяется, если необходимо произвести ремонтные работы в области багажника, под крыльями, а также другими скрытыми участками автомобиля.
Желательно выбирать инвертор с плавной регулировкой. При сварке инвертором тонкостенных деталей автомобиля следует устанавливать обратную полярность. Это поможет избежать появления прожогов деталей и изменение их формы.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
-
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
-
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
-
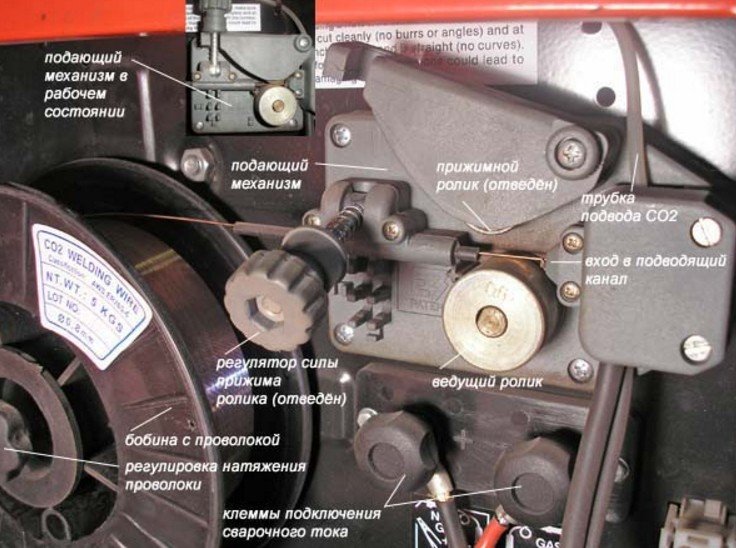
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
-
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
-
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
-
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
-
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Неотвратимость процессов ржавления кузова
Автопроизводители постоянно повышают качество своей продукции. Автомобили оснащаются силовыми установками и трансмиссиями, способными отработать значительный срок без проведения капитального ремонта.
Но есть и составляющие, которые даже при самых современных технологиях могут очень быстро получить повреждения. К таким частям можно отнести кузов.
Несущая часть авто постоянно подвергается негативному воздействию окружающей среды. Влага, химические средства, резкие перепады температур становятся причиной возникновения коррозионных процессов, которые, если не принимать мер, могут нанести существенный ущерб кузову, и сделать его практически непригодным для использования.

Этапы самостоятельной сварки кузова
В результате дорожно-транспортного происшествия либо длительной эксплуатации машины может понадобится сварка кузова. И часто бывает так, что цена сварки на СТО достаточно высока. Единственным выходом в этой ситуации будет выполнить все работы самостоятельно
При этом очень важно правильно подготовить сварочный аппарат:
- Перед тем как выполнить подключение сварки, следует проверить нагрузочную способность сети в гараже;
- После нужно «заправить» углекислотный сварочный аппарат специальной сварочной проволокой. Для этих целей необходимо снять газовое сопло горелки, а затем посредством ключа открутить ее медный наконечник, отвести прижимной ролик с проволокой и задать сварочному агрегату нужную полярность. После чего нужно завести прижимной ролик с проволокой примерно на 10-15 см в падающий канал и затем подвести прижимной ролик;
- Следующим шагом будет подключение углекислого газа. Для этих целей нужно монтировать редуктор на баллон с углекислым газом и с помощью шланга соединить редуктор и сварку.
Особенности технологии сварки кузова машины
 Работая со сваркой, не пренебрегайте средствами защиты и техникой безопасности. Фото: rio.ua
Работая со сваркой, не пренебрегайте средствами защиты и техникой безопасности. Фото: rio.ua
Не менее важная задача – это соблюдение технологии сварки, ведь от этого будет зависеть качество выполненной работы. Для сваривания кузова транспортного средства целесообразней использовать не точечный метод, а проваривать его стежками по 2 см с шагом в каждые 5 см. Такой сварной шов будет крепким и надежным. При варке кузова машины так называемыми «стежками» в значительной мере повышается уровень жесткости кузова, а также уменьшается степень его деформации, что особенно заметно при сильных нагрузках.
Следует помнить, что в кузове проваривается все, кроме его передней части, так как именно здесь нагрузка обычно минимальна. Однако есть такие транспортные средства, в которых на переднюю подвеску делается большой упор, то в этом случае проварить проблемные места все же нужно.
Пол (днище автомобиля) как правило, приваривается с обеих сторон. При этом сварные швы обрабатываются специальным грунтом с целью их защиты от внешнего воздействия. Также следует знать, что капот и крылья автомобиля, как правило, не провариваются. Однако надобность в тщательной обработки швов поддона, стоек и задней части при этом не отпадает. Следует учитывать, что лишь после такого рода обработки можно приступать к сборке транспортного средства и установке всех панелей и сидений.
 Проварив днище автомобиля, не забудьте провести его последующую обработку. Фото: agoj.ru
Проварив днище автомобиля, не забудьте провести его последующую обработку. Фото: agoj.ru
Основные меры предосторожности при работе со сварочным аппаратом
При работе со сварочным аппаратом в обязательном порядке нужно использовать специальную маску сварщика и защитную одежду, поскольку соблюдение техники безопасности при использовании сварки обязательны. Это позволит избежать многих проблем со здоровьем в случае попадания искры на кожу или в глаза.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Это интересно: Сварка газовых труб своими руками — все, что вам нужно знать
Какой сваркой лучше варить кузов автомобиля
Для сварки кузова можно использовать:
- Углекислотный полуавтомат;
- Инвертор.
Углекислотный полуавтомат считается самым подходящим оборудованием для проведения кузовных ремонтных работ. Этот аппарат позволяет сваривать изделия толщиной до 6 мм. Он применяется как для сварки черных металлов, так и цветных.

В качестве электрода в углекислотном полуавтомате выступает проволока, подаваемая на горелку из бобины.
Особенность этого оборудования заключается в том, что сваривание происходит в среде защитного газа, который обеспечивает вытеснение воздуха из зоны горения, защищая шов от окислительных процессов.
Для сварки черных металлов используется углекислый газ, а для цветных – аргон.
При правильной настройке аппарата, металл в зоне горения расплавляется, обеспечивая надежное соединение. А компактная горелка позволяет подобраться практически в любое место.

Недостатком, но он скорее – условный, является стационарность полуавтомата. Причем сам аппарат сравнительно небольшой, а вот баллон с газом – очень массивный. Но обычно все работы по сварке проводятся в гараже, поэтому недостаток этот не существенен.
Инвертор менее подходит для сварки кузова. Это обычный электродный аппарат, выполняющий сваривание за счет токов высокой частоты.

Такое оборудование – компактно, и сравнительно простое в использовании. К тому же здесь не используется газовая защитная среда, что несколько упрощает проведение работ – просто берем аппарат, подключаем к сети и можно начинать сваривать.
Но недостатков у инвертора значительно больше, чем у полуавтомата.
- Во-первых, под каждый металл требуется очень точная настройка подаваемого напряжения.
- Во-вторых, сваривать тонкие изделия инвертором очень сложно, поскольку малейшая ошибка приводит к прожиганию.
- В-третьих, после смены электрода (из-за его длины) очень сложно контролировать процесс сварки, к тому же с новым электродом добраться до требуемого места не всегда удобно.
В общем, инвертор, если и использовать, то лучше на несущих элементах кузова – лонжеронах и днище, у которых толщина металла сравнительно большая. И лучше, чтобы все работы выполнял опытный сварщик.

Оптимальным вариантом для сварки кузовных элементов является углекислотный полуавтомат. Им можно сваривать любые элементы несущей части
Но если такого аппарата нет, то подойдет и инвертор, только им все делать нужно очень аккуратно и осторожно
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную. У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Охрана труда и техника безопасности при сварке

- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
Не смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.