Притирка клапанов
Содержание:
- Процесс притирки клапанов
- Как выбрать пасту
- Способы притирки
- Выбор пасты
- Как проводится притирка клапанов?
- Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
- Варианты притирки клапанов
- Что необходимо для притирки
- Притирка клапанов. Как притирать клапана.
- Что необходимо для притирки
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.

Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Как выбрать пасту
Выбор паст огромен, глаза разбегаются, цена не главный показатель, важнее учитывать состав и обязательно зернистость пасты:
- Начинающим лучше крупнозернистые не брать вообще, только испортите детали, предпочтительнее средняя зернистость для первичной обработки и мелкая для финальной доводки.
- Существуют наборы две пасты средняя и мелкая в комплекте, хороший вариант.
- Не рекомендуется брать алмазные абразивы, они слишком твердые, мельчайшие частички застревают в деталях и продолжают их разрушать в процессе работы.
У меня все, спасибо что читаете меня, следите за обновлениями сайта, делитесь ссылками с друзьями, я расскажу еще много интересного, до новых встреч, друзья.
Способы притирки
Существует несколько способов притирки. Каждый имеет свои особенности, которые описаны ниже.
Будет полезно: Как отбалансировать карданный вал своими руками?
Ручные фрезы
Ручная фреза представляет собой палочку с присоской на конце. Процедура проста, как добывание огня. Резиновая присоска устанавливается на тарелку клапана, фаска тарелки и седло предварительно обрабатываются специальной притирочной пастой и начинается вращение полоски между ладонями – влево, вправо. На нормальный клапан, обычно уходит от 15, до 20 минут.

Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.
Станки
Существуют специальные мобильные станки для притирки клапанов. Применяют их профессиональные автослесари, в своих мастерских. Это устройства типа: VM1150, VM1200, VM1350, VM1500 или VM1600. Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.

Верстак и трубка с Т-образной ручкой
Трубка с Т-образной ручкой – ещё одно устройство используемое для бережной притирки клапанов раритетных авто. В данном случае на конце трубки имеется крепление для стержня, а за ручку производится вращение клапана в седле. Способ не терпит спешки и силы. Он снимает минимальный слой с хрупкой и тонкой тарелки клапана. Но времени при таком способе затрачивается довольно много.

Использование дрели
Использование электрической дрели – самый спорный способ в среде профессиональных автомастеров. При этом способе шток клапана зажимается в самом патроне дрели или через гибкий резиновый шланг. Дрель при этом должна быть реверсивной, с возможностью вращать шток в обе стороны на сверхмалых скоростях. Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.

Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.

Как проводится притирка клапанов?
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором — вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.

Прежде всего, стоит сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.

Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой — на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно — немного увеличится время работы.

Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.
Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
При установке головок блока цилиндров ООО «ЗЗА» на двигатели запрещается проливать бензином и притирать клапаны. Полная герметичность камеры сгорания достигается в процессе обкатки за счет ‘пристукивания’ клапанов в первые минуты работы двигателя.
Применяемые материал седел (жаростойкий порошковый материал с пористой структурой) и лезвийная обработка рабочей фаски с высокой точностью по диаметру, углу наклона и шероховатости позволяют исключить операцию притирки рабочей фаски клапанов.
В процессе обкатки происходит пристукивание клапанов к седлам и при этом резко возрастает герметичность камеры сгорания по сравнению с новой (необкатанной) головкой цилиндров.
Проведение притирки клапанов на новых головках цилиндров производства ООО «ЗЗА» с применением притирочных паст с неизвестной характеристикой не улучшает, а ухудшает ресурс соединения «втулка клапана–клапан–седло» по следующим причинам:
– возможное внедрение абразивного материала в пористую структуру седел и втулок ведет в процессе эксплуатации к интенсивному изнашиванию поверхностей клапана и седла;
– при попадании притирочной пасты на стержень клапана неизбежно ухудшается шероховатость поверхности стержня клапана и разрушается тонкий карбонитрированный слой, который используется для повышения твёрдости поверхности металла и снижения коэффициента трения с целью увеличения износостойкости;
– в маслоотражательных колпачках нарушается геометрия рабочей кромки, что требует 100% замены колпачков;
– после операции притирки требуется высокотемпературная промывка водой под давлением со специальным моющими присадками и последующей сушкой, что в условиях автосервиса обычно не применяется.
Притирка клапанов применяется в ремонтных технологиях для чугунных седел, имеющих высокую твердость (свыше 55 HRC), а для порошковых седел (твердостью 35-40 HRC) необходимо использовать специальный резец с базировкой по отверстию во втулке под стержень клапана.
Всем привет! Давайтека сегодня поговорим о таком холиварном вопросе, как притирание клапанов. Процедура на просторах Драйв 2, мягко говоря, популярная — я еще не видел ни одного описания капильного ремонта ДВС, в котором не упоминался бы этот «ритуал»! Причем поговорим мы скорее даже не о самом притирании, а о тех вещах, которые вызывают его необходимость.
Для начала давайте посмотрим, как устроен узел клапан-седло в геометрическом плане:
Видим кучу фасок (причем на седле может быть не фаска, а радиус)
Про геометрию седла и влияние ее на работу ДВС много и исключительно доходчиво писал Barik-CZ , я же хочу обратить внимание на несколько ключевых для ресурса ГБЦ моментов: 1. Клапан подтягивается к седлу при помощи возвратной пружины. 2
Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло. 3. Через фаску на седле происходит охлаждение клапана
2. Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло. 3. Через фаску на седле происходит охлаждение клапана.
Как видим, все ключевые для работы ГБЦ моменты упираются в две фаски — на тарелке клапана и на седле.
Что будет, если фаска на седле окажется неравномерной? Удельное давление в разных точках седла будет различным, в зоне с максимальным давлением износ будет существенно быстрее, чем в соседних. Как следствие нарушение герметичности, прорыв горячих газов с одновременным резким ростом температуры клапана в зоне прорыва газов и практически нулевого охлаждения в ней же. Как итог — прогорание клапана.
Варианты притирки клапанов
Как упоминалось выше, выбор оборудования для работ зависит от варианта притирки в клапанной системе. Здесь есть несколько способов:
Многие советуют в случае применения методики не форсировать обороты дрели и стараться работать с минимальной скоростью. Чтобы реализовать задуманное, стоит подготовить инструмент с возможностью регулировки скорости или шуруповерт (там такая функция присутствует). Вращение должно прекращаться в момент, когда клапана касаются седельной части. Учтите, что прикладывание усилий при такой работе запрещено — все должно происходить аккуратно. В противном случае есть большой риск неправильной притирки, что повлечет за собой обязательную замену клапанов.
Есть еще одна полезная рекомендация, о которой многие автолюбители забывают. При выполнении работ стоит использовать минимум пасты для притирки. При этом лучший вариант — применение алмазного состава. Что касается зернистости, то обработку стоит начать с крупнозернистой пасты, а заканчивать мелкозернистой.
Как только притирка завершена, необходимо смыть остатки пасты и вычистить детали. Плохо, если абразивная паста оказалась внутри головки блока цилиндров — это запрещено. В дальнейшем это может привести к выходу дорогих деталей из строя и необходимости проведения капремонта мотора.
На успех притирки с помощью дрели влияние имеет и опыт человека, который выполняет работу. Без наличия определенных навыков появления рисок или канавок в процессе притирки неизбежно. В такой ситуации появляется большой риск поломок. Так что при отсутствии опыта лучше отдавать предпочтение более безопасным и эффективным способам притирки, о которых пойдет речь ниже. Что касается дрели, то ее применение не запрещено, но опытные мастера смотрят на применение такой методики с недоверием. Плюсы способа — отсутствие необходимости в покупке дорогостоящих элементов и простота.
Недостаток ручной притирки — сложность процесса и большие временные затраты. В среднем для обработки одного клапана придется потратить до 15-25 минут. При отсутствии навыков риск что-то сделать неправильно большой, поэтому новичкам от такой методики лучше отказаться. Из плюсов стоит выделить минимальные затраты на покупку приспособлений и возможность выполнить работу в условиях гаража.
Принцип выполнения работы прост. На штифте ставится присоска требуемого размера. Именно она впоследствии фиксируется на клапанной тарелке. В специальный комплект, как правило, включен целый набор различных присосок. Под действием сжатого воздуха мотор гарантирует вращение штифта с прикрепленной к нему присоской, благодаря чему происходит и вращение самого клапана. Так шаг за шагом производится и сама притирка. Перед изменением направления вращения клапан должен провернуться в среднем на 75 градусов.
Преимущество варианта — простота исполнения, доступность и эффективность. Здесь не требуется наличия специальных навыков, ведь специальное устройство самостоятельно регулирует ключевые параметры притирки — частоту вращения и угол. Благодаря высокой скорости вращения (она больше, чем у дрели) на притирку клапанов уходит меньше времени. Всего 2-3 минуты и работа готова.
Есть еще один плюс упомянутого устройства, о котором стоит упомянуть — наличие удобной упаковки для хранения (пластикового противоударного кейса). Такая особенность может стать дополнительным бонусом в случае применения вне СТО.
Главные плюсы — высокая скорость обработки каждого из клапанов, удобство применения, возможность проведения работ без специальных навыков, гарантия качества. Здесь риск что-либо испортить (даже при неправильном исполнении) минимален.
Принцип прост. Для начала необходимо выбрать правильную присоску для пневмомашинки. После этого выбранная присоска крепится на клапанной тарелке. Скорость притирки клапанов может регулироваться при помощи специального колесика, что упрощает выполнение работы. Если приобрести использовать такой тип притирки, то можно рассчитывать на максимальную точность выполненных работ.
Процесс притирки осуществляется путем большого числа возвратно-поступательных движений. Благодаря особой технике, потребности в опыте и навыке здесь минимальны. Даже при их отсутствии к работе удается приспособиться почти сразу. Кроме этого, риск повредить какие-либо элементы минимален, что позволяет применять методику даже новичкам.
Главные плюсы способа притирки клапанов — гарантия качества выполняемых работ, точность, простота и доступность даже для новичков.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.

Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Притирка клапанов. Как притирать клапана.
 Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
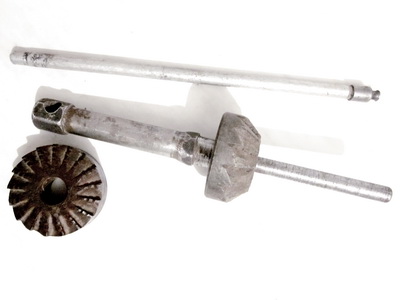
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.